


Automation – Don’t shy away from it.
Automation has been around for years in many different forms within manufacturing, it’s not new.
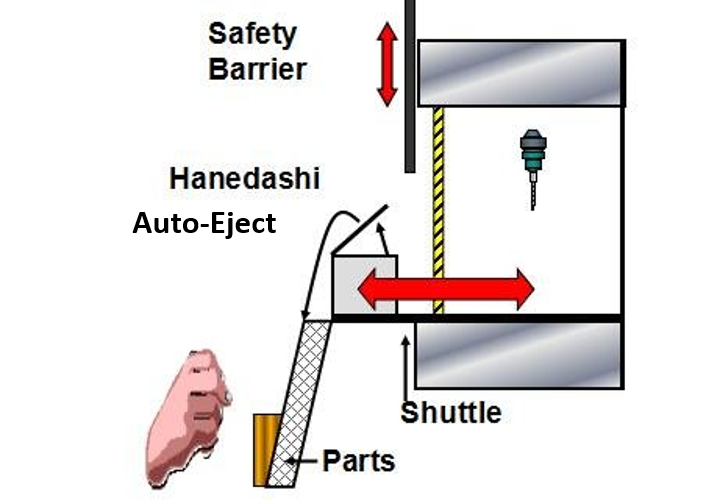
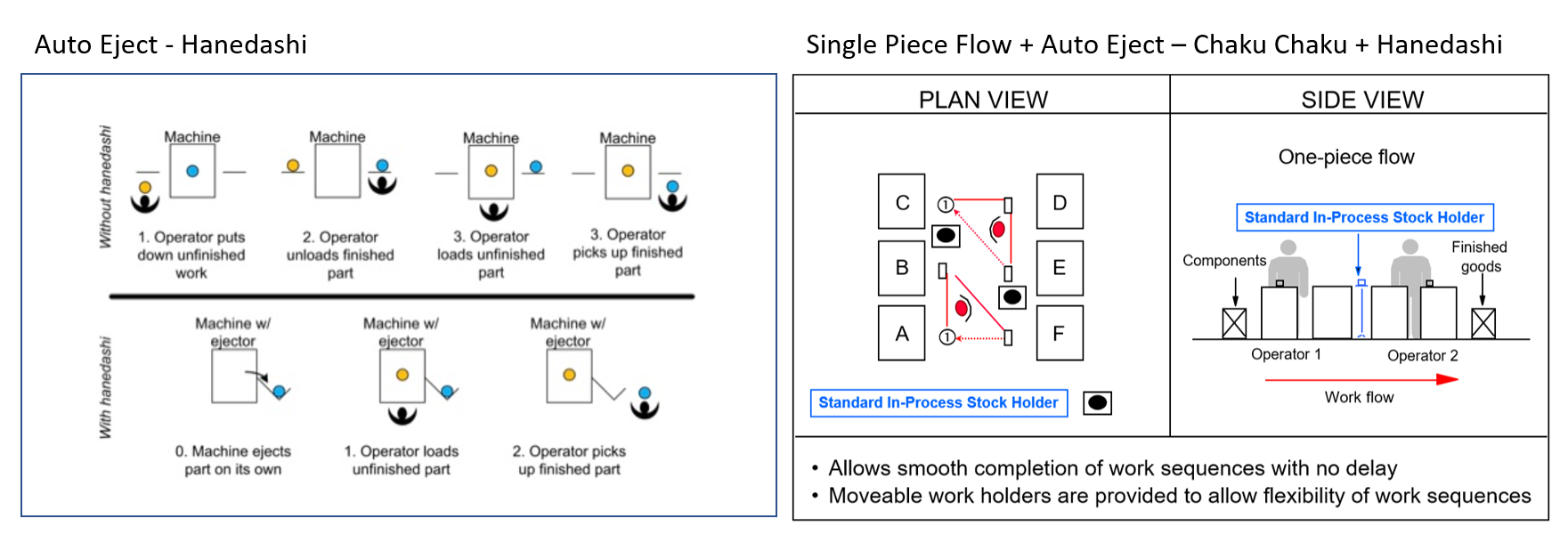
In my early days as a Kaizen Engineer with McKechnie Plc (mid 90’s) I remember purchasing machines with the ability to auto eject or unload parts when the cycle had finished ( a Lean terminology called Hanedashi). A Hanedashi device saves associate time on a production cycle by ejecting a finished part from a machine, allowing the associate bringing the next part to load the new part into the machine without having to remove the old one.
This device enabled the set up of Single piece flow production lines, known as Chaku Chaku Lines in the Lean terminology which means Load, Load. With these Load Load Lines, all of the machines needed to make a product are located together in a “cell.” Any part of the work that can be automated is automated. As per our Hanedashi example previously, loading a part into a machine may require getting the orientation correct, properly seating the part in a jig, and clamping it into place. This requires a human skill. However, when the machine finishes it can just release the clamp and eject the part in a fully automated process. That’s how Chaku Chaku got its name. The associate only loads the machine, and never unloads it.
Now we’ll introduce Jidoka into the equation, as we probably all know Jidoka is one of the two pillars of the Toyota Production System along with just-in-time. Jidoka translates to “Autonomation” or “Automation with a Human Intelligence”. Autonomation highlights the causes of problems because work stops immediately when a problem first occurs. This leads to improvements in the processes that build in quality by eliminating the root causes of defects. Autonomation gives equipment the ability to distinguish good parts from bad autonomously, without being monitored by an associate.
The benefits of Load Load Lines and Autonomation are significant. They include the elimination of work in progress, defect free production, and leads to large productivity gains because an associate can handle several machines, termed multi-process handling.
Now with Automation and the principles discussed above we can get very creative, I mentioned working at McKechnie Plc in mid 90’s along with a great friend of mine Wayne Pimblett, Wayne was recruited as Team Leader for a cell not so creatively named Cell 7. The cell manufactured Fasteners. The traditional route was something like, Header Machine, Turn, Centreless Grind, Fillet Roll and then Thread Roll and would pass through various machining departments as batches, across roads into different units, you can imagine the waste.
Now, Cell 7 brought all of the principles we discussed earlier together, single piece flow, Load Load Lines, Ah! I must stop here, because we actually had the cell completely autonomous so the load was automated and the movement of parts between machines, so in essence all we needed to do was bowl feed the fasteners into the start of the process and the line did everything else. With the aid of Visual cameras for in process quality inspection – Autonomation, pick and place loading/unloading, auto eject of bad parts, etc the only interaction required was machine consumables, tooling change and obviously if anything drastic happened.
AUTOMATION mixed with some creative thinking and Lean Principles can have massive benefits to your business.
Automation should not be shied away from, but you do need to know the impact, benefit, justification for your business, so do the analysis. My opinion on the this is if we have 95% Non-Value Added Waste in the surrounding processes and we concentrate on the 5% Value Add in loading/unloading a cycle our focus and cost is miss-spent. It may look fantastic but you have far more opportunity to increase productivity, reduce costs, etc outside of the cycle. Which again could be through Automation, but do the analysis.
0330 311 2820
More Blog Posts

Harnessing Artificial Intelligence for Manufacturing Performance Improvement

Conquering Disruptions in Manufacturing: The Power of Supply Chain Resilience and Advanced Technology

Driving Efficiency: The Role of Consistent Feedback in Manufacturing Process Improvement
The Power of Lean: How Leadership Transformation Elevates Company Performance

Hoshin Kanri Strategic Planning Process: The Key to Driving Growth and Performance

Mastering Lean Manufacturing: A Guide to Elevating Your Organisation’s Efficiency and Performance







To leave me a message or book a return call at a time that suits you